1) 工件与模具的数字建模及导入
在进入模拟前需要对模拟对象,如工件、模具等进行数学建模。对于较复杂零件,一般是通过三维绘图软件如 Tnventor、Pro/E、UG等,按需要模拟零件的结构与形状进行三维建模,接着将这个东西保存为 STL 格式后,最后再导入到 Deform-3d 的前处理窗口。本例由于工件毛坯与上下模具结构与形状简单,因此可以采用 Deform-3d 自带绘图工具进行三维建模。本例工件毛坯尺寸为中40mmX20mm(材料AISI-1010),图 2-2 为工件的三维模型。
1) 网格划分
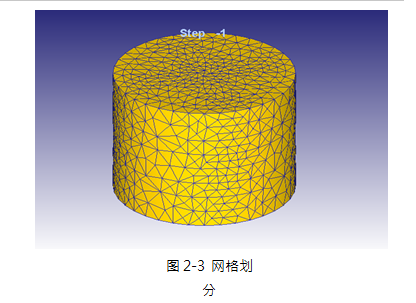
由于工件类型属于塑性变形对象,因此"对象类型"必须设置为"塑性(Plastic)",才可以进行网格划分。模具由于不属于塑性变形对象,因此应设置为"刚性"。由于工件(毛坯)尺寸不大,因此网格划分的网格数也可以选择小一点,有利于提高模拟效率。本例选择网格数8000,见图 2-3。
1) 工件与模具材料的参数设置
工件(毛坯)选用冷挤压常用材料,碳素结构钢,其牌号为 AISI 1010。这种材料是接近低碳钢10钢的国家标准,但性能比10钢。AISI 1010 这种钢材的优点是机械强度低,塑性、韧性好,冷状态下容易模压成形,容易切削加工,焊接性能好,为提高表面硬度可进行渗碳和氧化处理,是一种优质碳素结构钢。优质碳素结构钢,用于焊接件制造,强度较低的冷冲压,锻造、渗碳零件如螺栓,垫圈,隔板,壳体等。化学成份: 碳 C: ") 硅 Si:
硅 Si: ") 锺 Mn:
锺 Mn: ") 硫 S :
硫 S : ") 磷 P :
磷 P : ") 铭 Cr:
铭 Cr: ") 保 Ni:
保 Ni: ") 铜 CU:
铜 CU: ")
2) 模具参数设置
模具参数设置分上模参数设置和下模参数设置,上模参数设置主要有上模运动设置,包括运动方向、运动行程。本例设置运动方向为"-Z",运动行程为 "10mm"。
下模参数设置主要是下模固定设置。由于下模是不应该运动的,因此在外力作用下,作用在下模的力是通过模架和机床工作台传递并吸收。因此需要进行下模固定设置,以防止下模在外力作用下飞出。
3) 模具运动速度设置
上模运动方向和运动行程设置完后,还需要对运动速度进行设置。冷挤压工艺,一般是在液压机和机械压力机。液压机的速度较慢一般在 20-50mm/min,机械压力机速度快,一般在200-500mm/min。总所周知,变形速度对于塑性成形时有一定影响的,但对于冷挤压来说,影响很小,本例采用 250mm/min的速度。运动方向设置很重要,一般情况下,默认为-Z方向,由于凸模三维建模时没有事先确定好运动方向,造成实际运动方向与默认的-Z 不一致时,就需要进行方向设置,使实际运动方向与坐标位置一致。
下模运动方向默认为"0"。
4) 模具与工件的定位设置
模具与工件的相对位置按实际操作状态,即初始状态进行定位。相对位置正确并确保毛坯与模具完全接触,参考图3-4。
5) 摩擦边界条件设置
摩擦现象是金属成形中,普遍存在又极其复杂的问题。因此正确设置摩擦边界条件,合理选择摩擦系数是有限元数值模拟是否准确的关键。常用的摩擦模型有,库伦摩擦模型、剪切摩擦模型、粘性摩擦模型、能量摩擦模型和反正切摩擦模型等。金属塑性成形主要是剪切摩擦模型,因此本例选用剪切摩擦。
t=mk
")
式中: ") t---摩擦应力
t---摩擦应力
m---摩擦因子
k---剪切屈服极限
由于金属冷挤压需要对毛坯进行软化润滑处理,润滑质量的好坏将直接影响毛坯与模具间的摩擦系数。因此摩擦系数选择正确与否对金属冷挤压至关重要。本例选择两个不同摩擦系数进行模拟比较,来验证冷挤压润滑质量对金属冷挤压成形的影响。
本例选择的剪切摩擦系数为,
") mt=0.12
mt=0.12
6) 模拟步数设置
因为成形分析是一个连续的过程,分析采用时间步来进行计算,所以需要定义一定的基本数据。其中包括总步数、步长、主动模具和存储步长。由于总步数决定模拟总的时间和行程,因此应适当选取,过长的总步数,往往会造成工作效率低下。但过低的总步数会造成模拟精度不够。
一般冷挤压成形模拟步数设置为100 步,并每10 步进行保存,并指定主动模具为上模。
7) 数据库的创建
上述设置完成后可以进行数据库的创建,在创建前,先进行数据检查,发现问题进行调整,检查后,如果没有问题,软件会提示,数据库可以创建,这时再创建数据库。整个前处理宣告完成。
如有业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明


 Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司
Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司