当前位置:主页 > Moldflow > Moldflow成功案例 >
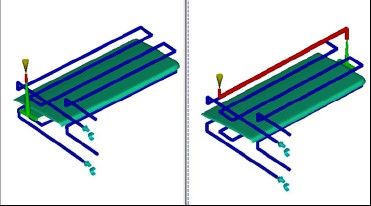
问题:试装车打开杂物箱盖时,可以明显看到经过摩擦焊接组装一起的内外板之间间隙不均(浇口位置),影响了产品外观质量。设计师提出一旦更改浇口位置,是否会对新样件成型质量存在影响,甚至不如现有样件质量,因此提出分析要求。 外板 内板
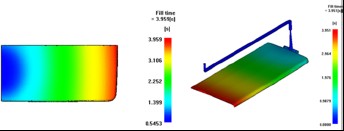
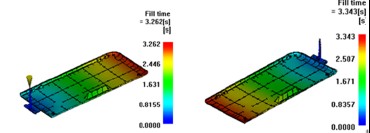
浇口修改前后,内外板成型分析结果对比冷流道的长度变化不大,熔料进入型腔的路程长度变体不大,浇口修改前后内、外板成型填充的时间变化不大。 外板 内板
外板 内板
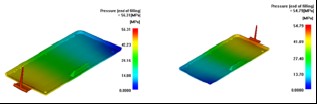
外板注射压力和锁模力:
内板注射压力和锁模力:
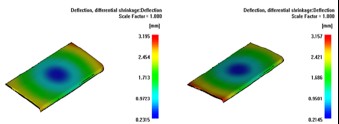
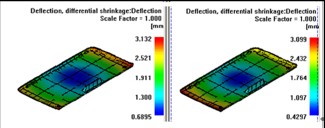
浇口位置改动后,最大注射压力和最大锁模力虽有变化,但仍满足设备要求。 内外板收缩变形分析结果对比:外板 内板
由于材料收缩引起的变形是影响制品总变形量的主要因素。浇口位置改变后,制品在原浇口处Z方向上的变形趋势有利于减少内、外板装配时的间隙,保证摩擦焊接质量。因此,改变浇口位置不会影响产品质量,也避免了重新设计产品结构。 |