当前位置:主页 > HyperXtrude > HyperXtrude案例 >
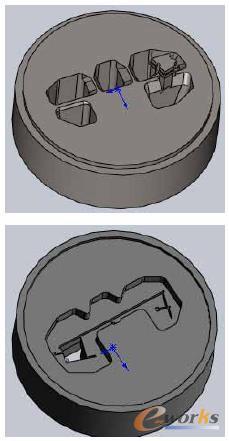
1 概述铝型材挤压是一个处在高温、高压、复杂的摩擦状态等复杂条件下的成形过程;在挤压成形过程中,铝合金要经历加热、整体流动、分流、焊合、定型、冷却等多个交叉耦合阶段,采用物理实验和现有的测量仪器与手段基本上无法了解铝合金的成形机理和变形规律。目前铝型材挤压工艺和模具的开发也基本上都是依靠工程类比和设计经验,所开发的挤压工艺和模具必须通过反复的试模和修模来达到合理状态,试模周期长也已经成为铝型材及其模具厂家核心竞争力提升的瓶颈所在。 大量的文献资料显示,仿真技术正在成为研究铝型材挤压机理、优化铝型材模具结构及挤压工艺、检验模具挤压工艺和模具设计合理性的重要和必要的途径。运用仿真技术可以实时跟踪铝型材挤压金属的流动行为,模拟成形过程,揭示金属的真实流动规律和各种物理场量的分布、变化情况,研究各种因素对金属变形行为的作用和影响,预测实际挤压过程中可能出现的缺陷,及早优化模具结构、调整挤出工艺参数和有针对性的指明技术解决方案。 本文对运用专业铝型材挤压仿真系统HyperXtrude进行铝型材挤压仿真建模的关键技术进行详细介绍,以某建筑横梁幕墙铝型材为例,运用HyperXtrude系统进行了仿真求解,最后将仿真结果与试模结果进行比照分析。 2 HyperXtrude系统进行铝型材挤压仿真建模的关键技术以下将针对某建筑幕墙横梁挤压模具,创建挤压仿真模型。 2.1导入模具几何模型 HyperXtrude系统对大多数的3D CAD系统有接口,既支持通用的IGES、STEP、PARASOLID等标准格式的模型,也支持PRO/ENGINEER、UNIGRAPHIC、CATIA等专业的3D CAD模型。图1是建筑幕墙横梁挤压模具的上模和下模几何模型。
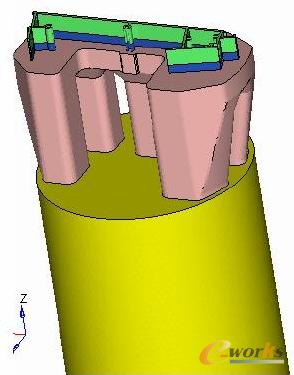
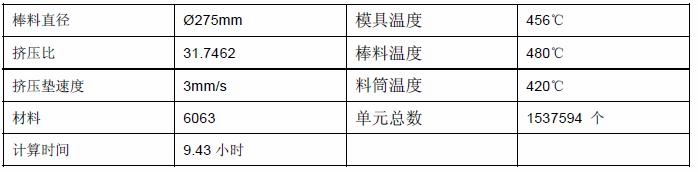
图1 幕墙横梁模具图 图2 幕墙横梁仿真模型 2.2 几何模型抽取 HyperXtrude系统是一款以欧拉算法为主的仿真系统,建模时要求对材料流经的所有区域划分网格。在挤压过程中,材料流经挤压筒——分流孔——焊合室——模孔,最后成形为型材,仿真模型需要对这几个区域的材料都进行网格划分。因此,导入几何模型后的第一个工作,就是从模具中抽取表面,创建这些区域的材料模型。从上模抽取分流孔内的挤压成形料的几何表面(定义为component name为Pothole),从下模中抽取焊合室内的挤压成形料的几何表面(定义component name为Chamber)。通过填补chamber部件上模孔,生成工作带内的挤压成形料的几何表面(定义component name为Bearing)。通过拉伸方法直接构造棒料的几何模型(定义component name为Billet)。 2.3 几何清理 为了保证单元质量,导入的几何模型中不允许有间隙、重叠、边界错位等缺陷,为了提高计算效率,导入的几何模型中也尽量不要包含细微特征,包括圆角、小孔。因此,在网格划分钱前,需要对导入的几何模型进行必要的几何清理工作,这些工作包括移除错位、小孔,压缩相邻曲面之间的边界,消除不表要的细节,改善几何模型的拓扑关系,等等。而在有限元分析时,如果要精确模拟这些微小特征,需要用到很多小单元,导致求解时间延长,在进行网格划分之前需要进行必要的几何清理工作。几何清理是一项非常重要的工作,合理的几何清理可以提高网格划分的速度和质量,提高计算精度。铝型材挤压仿真模型几何清理的重点是分流孔和分流桥。 2.4 网格划分 几何清理完毕以后,可以在表面模型的基础上生成体模型,这样,下一步就可以对体模型划分网格了。HyperXtrude系统采用内嵌HyperMesh模块进行网格划分,网格处理和优化功能非常强大、灵活。在对铝型材挤压模型进行网格划分时,必须遵循由下到上(即从bearing——Chamber——Pothole——Billet)、由内到外(对空心模而言)、由小到大的原则,先生成面网格,再生成体网格,合理分配单元尺寸,保证网格大小的平稳过渡。最后,应该对创建的网格进行检查和优化。 2.5 应用挤压成形模板 创建好网格模型以后,就可以一个用Metal Extrusion Template模板,按照一定的流程进行挤压仿真模型创建和边界条件的设置。在这个流程中,需要指定材料模型、挤压工艺参数(包括挤压速度、料筒直径、棒料温度,等等),系统会根据指定的挤压料模型自动生成边界条件和指定默认的边界参数;我们可以随后利用Check Undefined BC命令修改边界条件和参数。 2.6 生成GRF文件和提交计算 生成好仿真模型后,可以利用Parameters命令设置求解参数,最后生成grf和tcl文件,提交计算。图2是幕墙横梁的挤压仿真模型(为增加可视性,模型中隐藏了网格)。 3 模型求解及结果分析采用如表1所示的挤压参数,对该挤压过程进行仿真求解,这些参数均取自实际的挤压生产工艺。 表1 挤压仿真参数
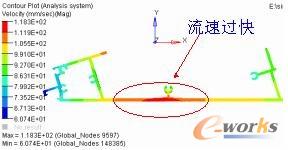
图3 分流孔和焊合室内的材料流速分布图 图3是从上模分流孔入口处到焊合室底部沿Z向所截取的四个截面,结果显示3号分流孔内的金属流速较快,1号和5号分流孔内的金属流速较慢。
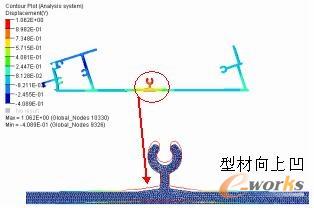
图4 型材出口流速分布图 图5 型材出口变形图
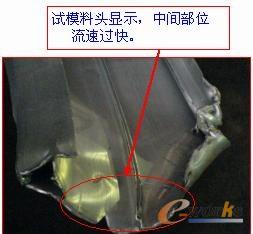
图6 试模料头
图7 试模料身
依据以上的分析结果,由于3号分流孔的流速过快,导致型材出口对应位置的型材流速过快,也导致了型材的变形,应该调整1号分流孔的大小,降低该处的型材流速。 4 结论应用结果显示,HyperXtrude系统能够方便快捷的构建铝型材挤压仿真模型,求解速度快,求解结果能正确的反应的实际情况。合理、科学的应用该软件必将对指导铝型材挤压工艺和模具设计、减少试模次数、提高设计效率和质量、节省成本、提高经济效益具有重要价值意义。
|

如有CAE业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明
| 利用HyperXtrude对挤压模具优化设计 | HyperXtrude实现数字化模具设计制造 |

 Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司
Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司