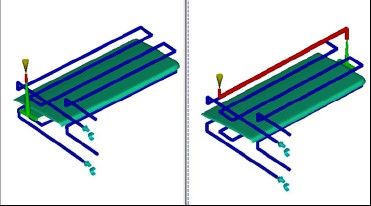
问题:试装车打开杂物箱盖时,可以明显看到经过摩擦焊接组装一起的内外板之间间隙不均(浇口位置),影响了产品外观质量。设计师提出一旦更改浇口位置,是否会对新样件成型质量存在影响,甚至不如现有样件质量,因此提出分析要求。 外板 内板
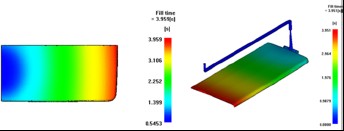
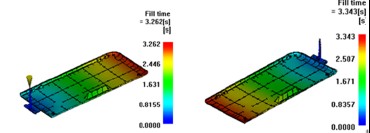
浇口修改前后,内外板成型分析结果对比冷流道的长度变化不大,熔料进入型腔的路程长度变体不大,浇口修改前后内、外板成型填充的时间变化不大。 外板 内板
外板 内板
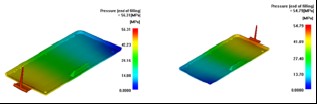
外板注射压力和锁模力:
内板注射压力和锁模力:
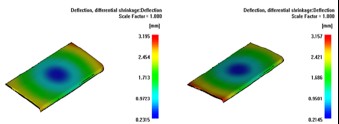
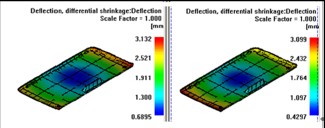
浇口位置改动后,最大注射压力和最大锁模力虽有变化,但仍满足设备要求。 内外板收缩变形分析结果对比:外板 内板
由于材料收缩引起的变形是影响制品总变形量的主要因素。浇口位置改变后,制品在原浇口处Z方向上的变形趋势有利于减少内、外板装配时的间隙,保证摩擦焊接质量。因此,改变浇口位置不会影响产品质量,也避免了重新设计产品结构。 |

如有CAE业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明
| CAE常用软件都有哪些?一文为你搜集全 | Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 |
| Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 | CAE工程师必学:断裂力学的一些知识点 |
| CAE工程师必学:断裂力学的一些知识点 | 你知道屈服强度到底是怎么一回事吗? |

 Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司
Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司