当前位置:主页 > HyperForm > Hyperform案例 >
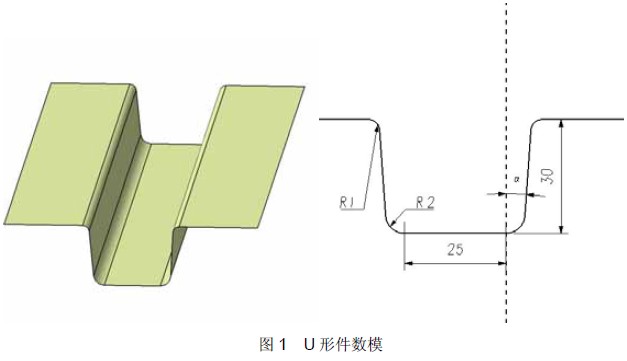
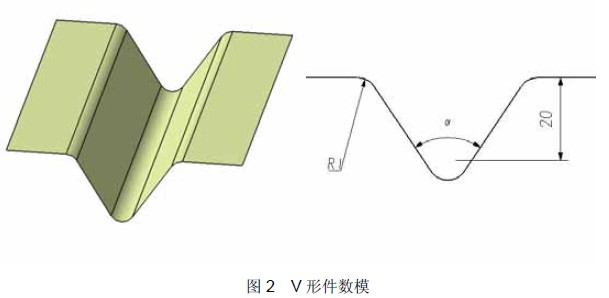
摘 要: 回弹是金属板料冲压成形过程中的主要缺陷之一,准确的预测回弹是补偿的关键。本文通过HyperWorks软件平台中的HyperForm模块,对典型板料成形过程中的一些主要数值参数对回弹的影响进行了仿真研究,得出了相关规律性的结论,对回弹数值仿真的流程也有一定指导意义。 1 概述统计表明,在汽车制造中,有60%-70%的零件是通过冲压工艺进行生产的。汽车冲压件成形质量的好坏不仅影响到整车装配和汽车外观,而且对汽车的制造成本和新车型的开发周期等都会产生很大影响。 冲压成形的覆盖件或多或少都要考虑到回弹的问题,回弹不仅是工业生产的实际问题,也是学术界长期以来关注的热点。利用数值模拟技术对轿车冲压件成形后的回弹变形进行准确预测,并在此基础上研究回弹控制方法以提高成形精度,对于降低轿车冲压件制造成本、保障整车装配质量、缩短新产品开发周期有着重要意义。 板料成形的几种主要变形方式中弯曲成形后的卸载回弹现象最为典型,回弹量也最大,但其变形方式也相对简单,为摸清回弹的主要变形规律,下面将以板料的弯曲成形及卸载过程为主要研究对象,对回弹的力学本质和模拟计算结果进行讨论。 回弹影响较大的覆盖件主要分为两种:以弯曲为主要变形的类U或V形弯曲件,如各种梁结构件,以浅拉深为主要变形方式的小曲率件,如前后翼子板、前后门外板、发动机罩外板、行李箱盖外板、顶盖等,以及与之相应的内覆盖件。还有一些空间形状复杂的零件,如各种骨架件包括各种加强板、固定座和支架,以及车轮的轮辐、轮辋和挡圈、油底壳等。但由于冲压成形时各部分的相互制约作用较大,增加了弯曲时的变形阻力,使得板料内层受压变形成分减小,板材截面切向应力趋向于平均,回弹较小。在回弹研究的前期阶段,本文就弯曲回弹的基本规律进行初步探讨。 2 有限元模型的回弹分析流程本文选用Altair公司的HyperWorks8.0软件平台对汽车覆盖件回弹进行有限元模拟,其中核心设置在HyperForm环境下完成,采用LS-DYNA求解器完成计算,下面简单介绍一下分析流程。 板料成形的各种工艺中,弯曲成形后的卸载回弹现象最为典型,回弹量也最大。对于以弯曲为主要变形的类U或V形弯曲件,可抽象为典型的U形和V形件,这样进行的有限元模拟单元量小,所需计算量小,但仍旧可以反映回弹的基本规律,CAD模型在Catia环境下构建如图1,2所示。
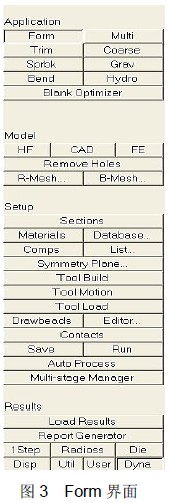
图中R1,R2分别为可变参数,即凹模圆角和凸模圆角,α为弯角。 数模以igs格式导入到HyperForm中,进入增量法求解界面,本文进入Dyna界面如图3,以数模为凹模,另外生成或导入适当大小的坯料,分别经过划分网格,网格检查与调整,设定Sections,设定Materials,定义Components,Tool build偏置生成凸模和压边圈,之后进入Auto Process界面设定完参数及Drawbeads后,自动定位Autoposition,生成的模具图如图4(V形件的流程和模具图与此基本一致,不再详述)。
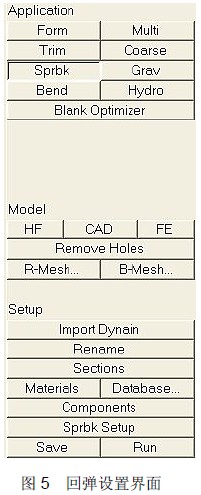
以上设定完成后,保存文件,设置求解器即可进入计算。注意计算时需要勾选create dynain,comps选择坯料,勾选DYNA后setup即可生成所需dynain文件。计算完成后,可以load results,在HyperView环境下察看计算结果。 增量法成形性分析完成之后,进入回弹界面如图5所示。选择Import FE,类型选用HF DYNAIN,通过路径指定之前计算生成的dynain文件。对模型设定Sections和Materials及匹配Componets后,进入Sprbk Setup界面,在springback页面中,给模型添加固定约束,本文对于U形件通过固定三个节点的不同自由度约束底部平面,对于V形件固定三个节点的不同自由度约束一侧平面,如图6种所示。注意约束完三个节点后要刷新模型。
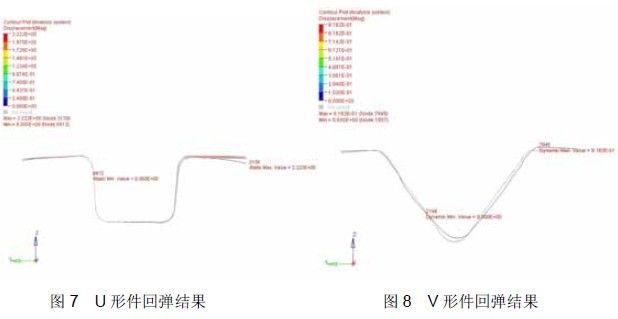
完成以上步骤后保存文件,即可调用求解器进行回弹的仿真计算。 3 分析结果及后处理提交计算完成后,load results命令可自动调用HyperView界面查看计算结果,并对结果进行后处理。以U形件为例,在HyperView中,可以通过Deformed,Tracing,Section Cut,Measure等页面完成对结果文件的成形结果查看、成形轨迹、截面线截取、位移或角度变化量测量等功能;Animation Controls页面可使成形过程分步显示,便于查看中间过程。本文通过成形过程的最终截面线与初始状态的对比,测得回弹量最大的节点的位移量。然后 对于不同敏感参数调整后的计算结果进行横向比较,得出规律性结论。对原始U形件和V形件的回弹分析结果如图7和图8所示。
4 各重要参数对回弹的影响及结论影响回弹的因素众多,主要有覆盖件的板材性能、相对弯曲半径、弯角、覆盖件形状、模具间隙、弯曲方式、摩擦等。本文主要针对几个最敏感因素对U形件和V形件的弯曲成形中的回弹影响的一般规律进行初步探讨。 4.1材料性能的影响模型原始材料为BUFD,厚度1.5mm。不改变其他参数,只变换不同材料对得到的仿真结果进行比较,由于U形件与V形件的变化趋势一致,表1只列出U形件的仿真结果。
以上结果对比材料基本参数后,与经验性结论吻合:材料的弹性模量E越小,屈服极限越高,加工硬化现象越严重(n值大),弯曲变形的回弹也越大。 4.2相对弯曲半径及弯角的影响对于变形区的回弹,由弯曲变形导致的板料截面内(沿厚度切向)应力分布的不均匀是引发零件卸载时回弹的直接原因。V形件原始模型中R1=8mm,R1可视为弯曲半径,t为零件厚度,则R1/t就是相对弯曲半径,一般采用相对弯曲半径表示变形的程度,本次计算中,由于材料厚度并不发生变化,因此只看R1的变化即可;α为V形件弯角。分别更改R1和弯角α的大小,计算V形件的回弹量,得到的结果见表2。
结果表明。R1较小时,即相对弯曲半径较小时,在总变形中弹性变形所占比重减小,回弹较小;与此相反,当相对弯曲半径较大时,由于弹性变形在总变形中所占比例增大,回弹变大。 对于不同弯角α,分别取值45°,60°和75°,发现回弹量逐次增大,即当弯角增大,变形区域增大,回弹累计值越大,回弹角也越大,这与经验基本相符。 U形件的模拟计算也能得到类似结论,不再详述。 4.3压边力的影响回弹量对于弯曲形式和摩擦也比较敏感,在商业有限元软件中压边力的设置较为容易,而且弯曲形式和摩擦以及润滑的影响实际上可以在压边力的变化中得到一定程度的反应。原始模型的压边力采用100kN,保持其他参数不变,对压边力的影响进行考量得下表。
从结果中可以看出,随着压边力的增大,摩擦力会随之加大,或者说润滑影响减弱,或者可以看作模具间隙减小,也可以看作变形中校正力增大,零件形状更接近于模具形状,回弹量变小;理论上讲,随着压边力的增大,压应力区向板料的外表面扩展,致使板料的全部或大部分截面出现压缩应力,于是内、外区回弹方向取得一致,回弹量减小。计算结果与这一理论结论相符。 4.4结论及展望事实上,冲压中坯料的变形过程和卸载过程十分复杂,一般都既有正回弹,又有负回弹;其影响因素也很多,除以上所得到的关于材料性能、相对弯曲半径、弯角、压边力、摩擦等影响的基本规律外,弯曲件的形状等因素对回弹也有着重要影响,形状的复杂性目前为止还没有找到合适的量化方式,但一般来说,弯曲零件的形状越复杂,弯曲变形时各部分变形的相互制约作用就越大,增加了弯曲时的变形阻力,使薄板内层受压变形成分减小,薄板截面上的切向应力的分布趋于均匀,因而降低了一次弯曲成形的回弹量。例如,带有很多加强筋的梁形件由于各部分间的相互牵制以及弯曲件表面与模具表面之间的摩擦影响,可能改变弯曲件各部分的应力状态,使回弹量较小。 当然,这只是对典型弯曲中所产生回弹的众多影响因素的初步探讨,回弹相对于其州或者破裂更难以控制,因为涉及到对回弹量的准确预测,而不同材料不同形状冲压件的回弹规律都有差别,因此,对回弹预测和控制的研究必将是工业生产中要持续面对的课题,也必将是学术界长期关注的热点。
|

如有CAE业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明

 Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司
Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司