手机是如今人们生活的必须产品,几乎在大街小巷中都可以看到人人一部手机,而且手机内部结构复杂,堪称一部微型电脑,其更轻更薄更大屏的发展趋势,需对手机的内部空间进一步压缩,这对其设计提出了严峻的考验。各主流手机品牌厂商均已引入CAE仿真,并将CAE仿真结果作为产品设计中必要的设计依据,CAE仿真作为产品设计中重要的环节已从产品“事后验证”逐渐发展到“CAE引领、指导设计”。
智能手机朝大屏和超薄方向发展的同时,手机整体的扭转强度显著降低,极易导致手机受外力作用出现扭转变形、角部起翘等现象。元王依托十余年的CAE技术背景和工程经验,运用有限元分析方法,协助手机厂商在手机设计阶段对手机的扭转强度进行评估,及时发现设计缺陷并进行优化设计,有效解决大屏超薄手机的扭转变形问题。以下为元王为某手机企业进行的整机扭转分析案例。
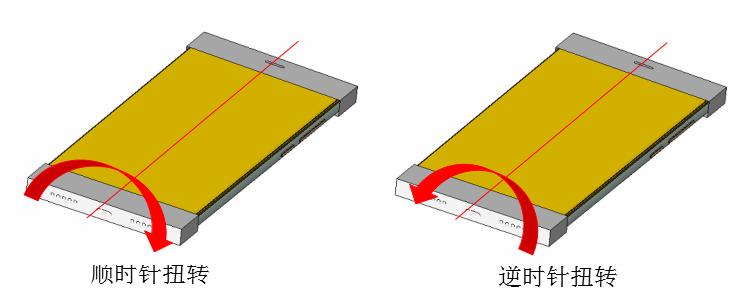
分析背景: 手机整机扭转,手机两端夹持15mm,扭矩2000N.mm。
工况
失效准则
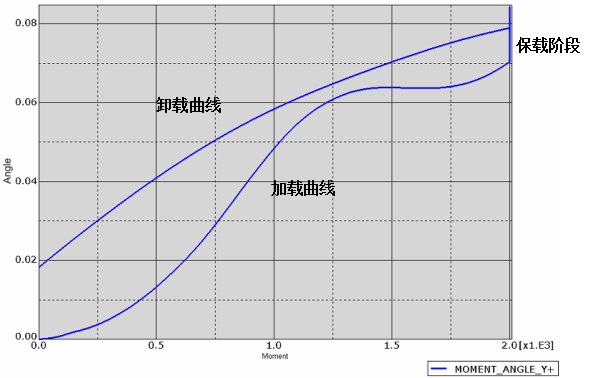
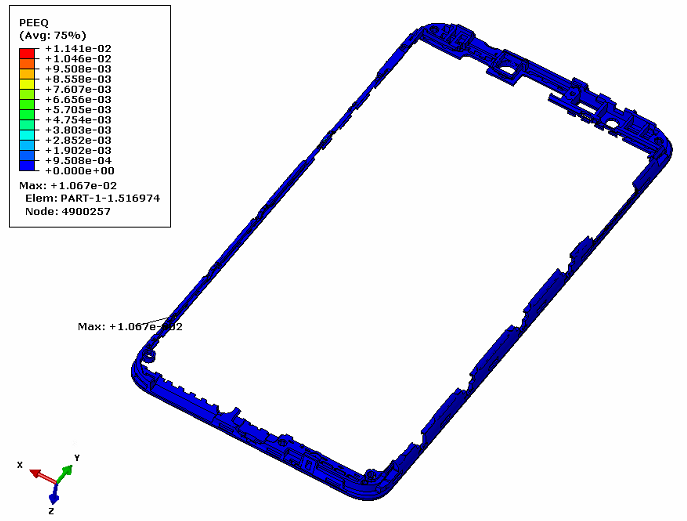
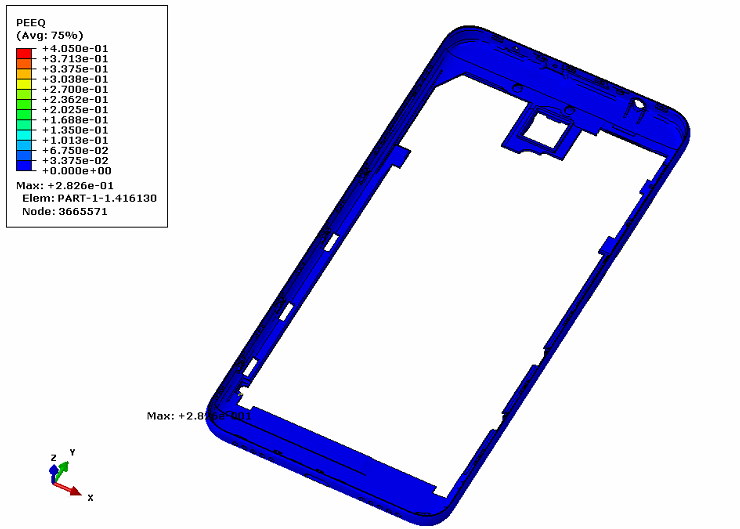
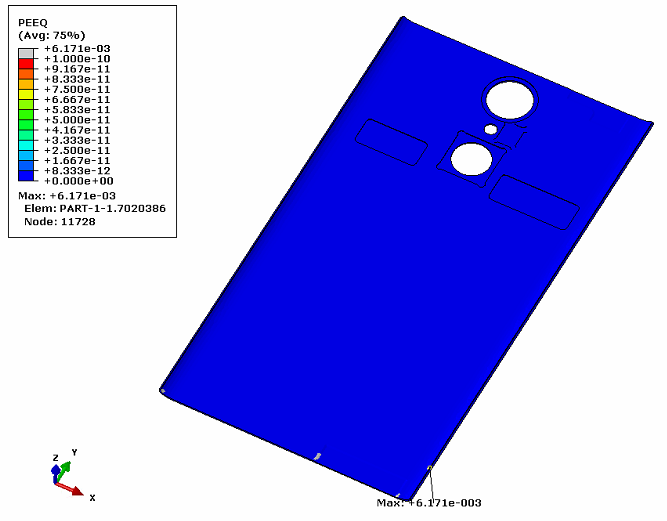
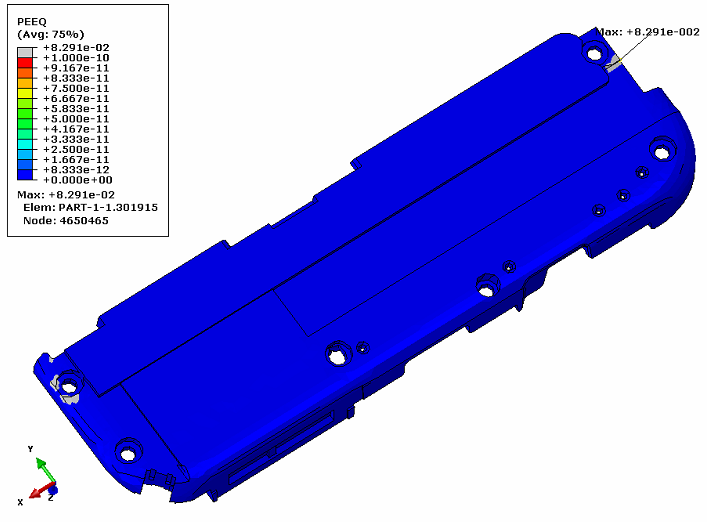
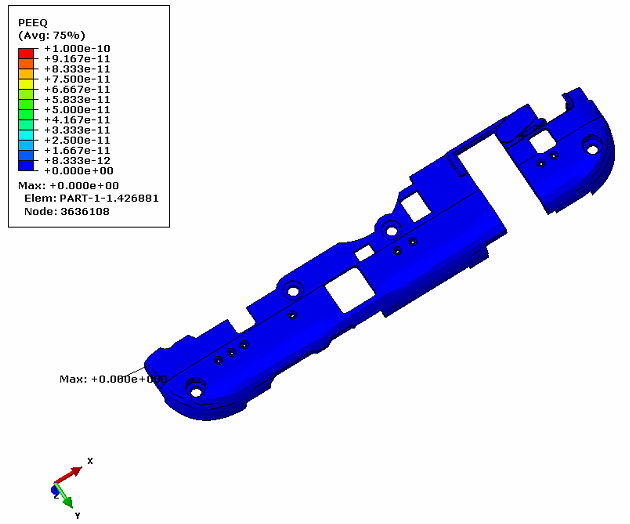
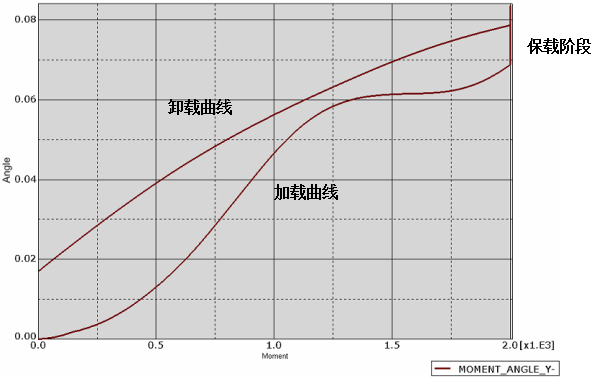
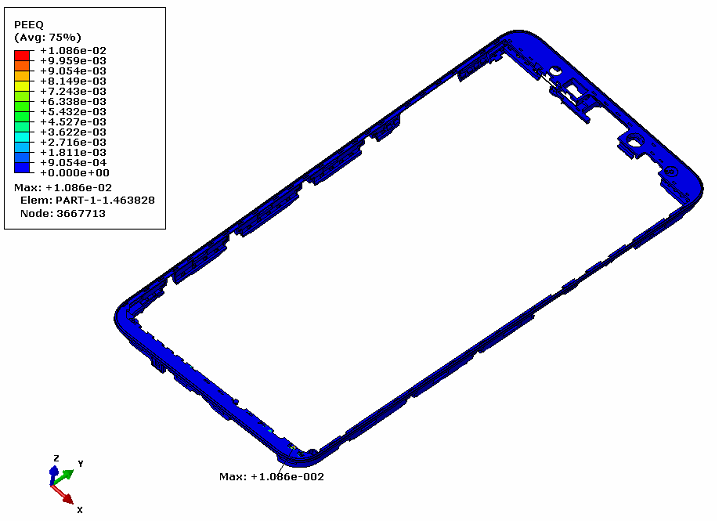
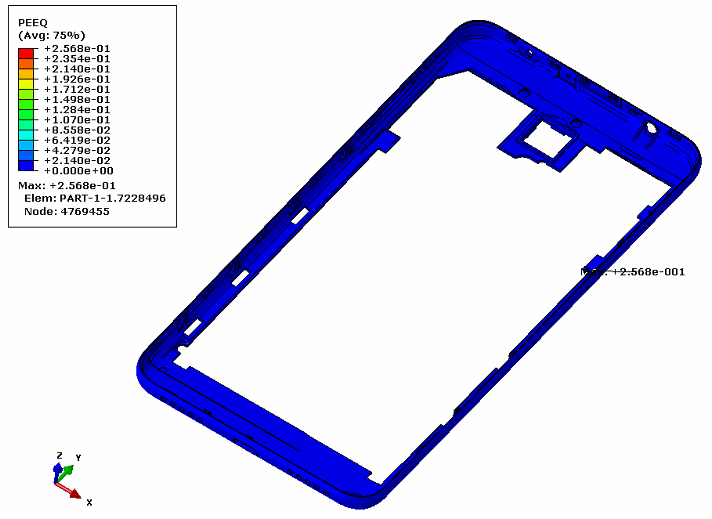
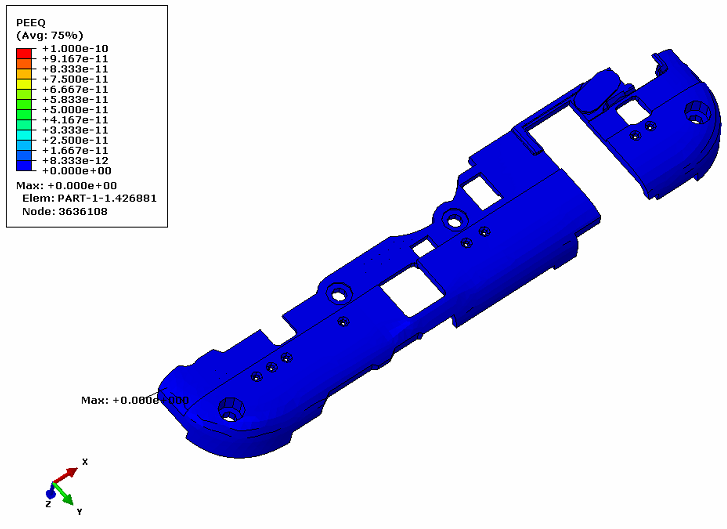
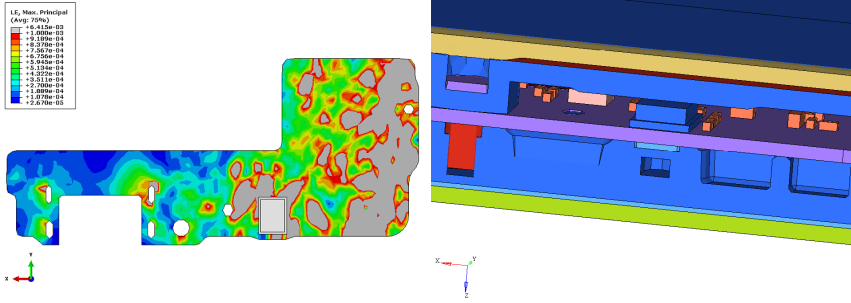
顺时针扭转分析结果 1、加载2000N.mm扭矩卸载后整机残余变形0.0182281弧度(1.044°) 2、壳体塑性应变云图 前壳塑胶件最大等效塑性应变0.0106,小于材料PC+30GF%的最大断裂延伸率0.01141,失效风险低。 后壳最大等效塑性应变0.354,小于材料PC的最大断裂延伸率0.405,失效风险低。 铝电池盖最大等效塑性应变3.02e-3,小于材料Al6063的最大断裂延伸率0.095,结构无风险。 前壳金属件最大等效塑性应变0.012,小于材料Al-ADC12的最大断裂延伸率0.01236结构无风险。 音腔支架最大等效塑性应变0.083,小于材料PC-DX1135的最大断裂延伸率0.53,失效风险低,上图灰色区域为塑性变形区域。 天线支架最大等效塑性应变0.0,无塑性变形。 3、芯片焊锡四角处主板应变云图 建议增加MIC胶套,增加局部刚度,降低MIC附近主板变形
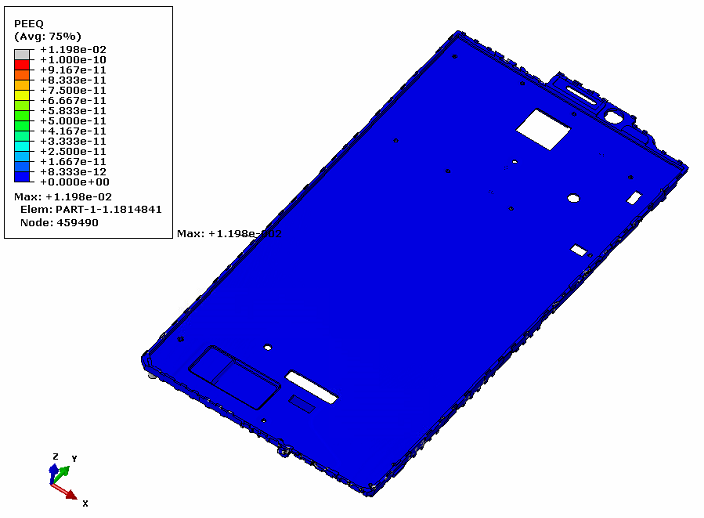
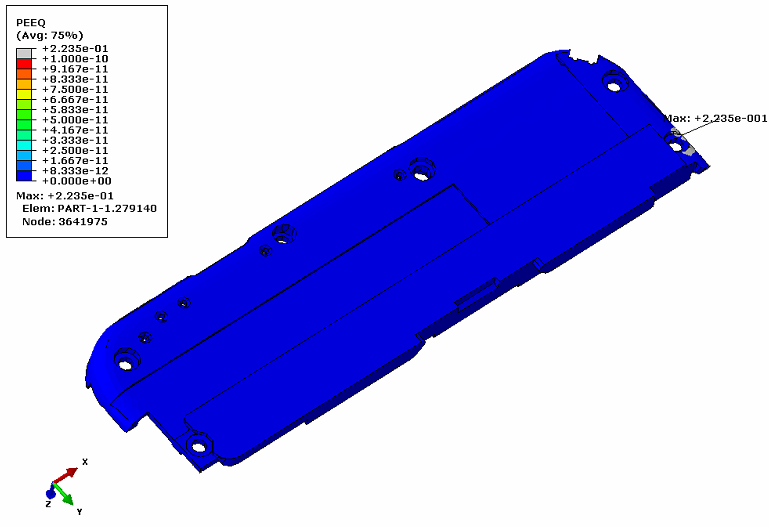
逆时针扭转分析结果 1、加载2000N.MM扭矩卸载后整机残余变形0.0169397弧度(0.97°) 2、壳体塑性应变云图 前壳塑胶件最大等效塑性应变0.0106,小于材料PC+30GF%的最大断裂延伸率0.01141,失效风险低。 后壳最大等效塑性应变0.256,小于材料PC的最大断裂延伸率0.405,失效风险低。 铝电池盖最大等效塑性应变3.8e-3,小于材料Al6063的最大断裂延伸率0.095,结构无风险。 前壳金属件最大等效塑性应变0.0119,小于材料Al-ADC12的最大断裂延伸率0.01236结构无风险。 音腔支架最大等效塑性应变0.223,小于材料PC-DX1135的最大断裂延伸率0.53,失效风险低,上图灰色区域为塑性变形区域。 天线支架最大等效塑性应变0.0,无塑性变形。 3、芯片焊锡四角处主板应变云图 建议增加MIC胶套,增加局部刚度,降低MIC附近主板变形
结果汇总 芯片焊锡四角处主板最大主应变,红色区域为高风险,超过了2000的失效判据值。
优化建议 建议增加MIC胶套,增加局部刚度,降低MIC附近主板变形
随着智能手机迭代速度的加快,越来越多手机企业采用CAE仿真技术来优化产品,CAE仿真对手机行业对在提高可靠性、降低产品的损坏率、压缩成本方面起到了显著的作用。 有限元科技依托十数年来1000多家企业的CAE仿真应用经验,为手机行业提供全面的CAE应用解决方案,涵盖了有限元分析、CAE软件培训、CAE软件二次开发、元王手机行业性CAE软件、仿真实验室建设等各个方面。选择有限元科技,为您的企业发展创造无限可能。 |

如有CAE业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明
| CAE常用软件都有哪些?一文为你搜集全 | Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 |
| Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 | CAE工程师必学:断裂力学的一些知识点 |
| CAE工程师必学:断裂力学的一些知识点 | 你知道屈服强度到底是怎么一回事吗? |

 Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司
Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司