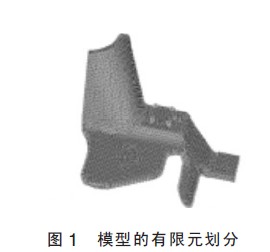
摘要: 通过对实例的分析, 说明如何运用专业模流分析软件Moldflow 解决实际生产中浇口位置优化的问题,利用Moldflow 软件能在设计阶段及早发现产品和模具设计的缺陷,及时修正,达到优化设计、保证成型质量、缩短工期、降低成本的目的。 引言浇口是熔胶流进模穴处的小开口, 是连接分流道与型腔的熔体通道[1]。浇口位置设计的好坏对制品质量、可成型性以及制品成本有决定性影响,正确选择浇口位置是提高塑件质量的重要环节。应用Moldflow 模流分析软件对汽车配件的整个注塑过程进行模拟仿真, 针对不同浇口位置方案进行CAE 流变分析, 模拟熔融体在型腔中的填充情况, 通过对分析结果的比较分析确定了最佳的浇口位置方案。 1 有限元模型建立和网格划分制品为一汽车配件制品的有限元模型,如图1所示。图1 中,制品长宽高为139 mm×102 mm×84 mm,结构不对称,壁厚不均。首先将Pro/E 软件建好的模型经Moldflow CAD Doctor 软件进行模型前处理, 然后导入Moldflow6.1 中建立有限元模型。 选择双层面网格类型(Fusion)并设定全局网格边长为3 mm, 进行网格划分。修改网格模型直至满足分析要求:匹配率大于85%,没有相交单元和自由边等。网格划分后的塑件如图1 所示。
2 浇口位置的设定注塑零件浇口设计应保证提供一个快速、均匀、平衡、单一方向流动的填充模式,避免喷射、滞流、凹陷等现象的发生。根据产品的结构特征, 考虑到模具设计时浇
3 材料及工艺参数的确定制品选用材料为聚丙烯(PP),模具材料选用工具钢P-20。注塑成型工艺参数:模具温度为40℃;熔体温度为230 ℃;注塑时间为1.1 s;注塑机的压力控制模块的最大注塑压力为180 MPa;注塑机的最大锁模力为7000 t。 4 充填模拟结果分析按照两种浇口位置方案,选用Moldflow 6.1 的充填模拟分析流程,分别执行分析任务,以下是详细地的分析结果。 4.1 填充时间比较 两种方案的填充时间结果如图3 所示。方案一的填充时间为1.167 s, 方案二的填充时间为1.157 s。方案一的填充时间稍多于方案二。由图3可以看出,两种方案都能使型腔能够完全充满。
|

如有CAE业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明
| CAE常用软件都有哪些?一文为你搜集全 | Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 |
| Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 | CAE工程师必学:断裂力学的一些知识点 |
| CAE工程师必学:断裂力学的一些知识点 | 你知道屈服强度到底是怎么一回事吗? |

 Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司
Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司