1、前言 模具设计是铝型材生产的最主要环节。传统的模具优化设计都是通过模具在实际生产中所体现的缺陷,并在其基础上修模或重新设计开模。以达到优化模具的目的。这不但严重影响了生产效率,也浪费了人力,物力。计算机仿真技术却可以为传统的模具优化设计带来前所没有的革命。采用“模具设计~模具仿真~模具设计修改~模具再仿真~挤压生产”[2,3],利用计算机仿真技术缩短了设计周期,并能在仿真结果中有效体现生产中,模具因设计因素所产生的缺陷,从而优化设计,节约了生产成本。本文采用HyperXtrude专业铝型材挤压工艺和模具优化有限元软件,对不同方案的模具设计进行比较分析,得出了一种较好的设计方案。 2、模具型材尺寸和模拟分析数据
图1方管型材截面
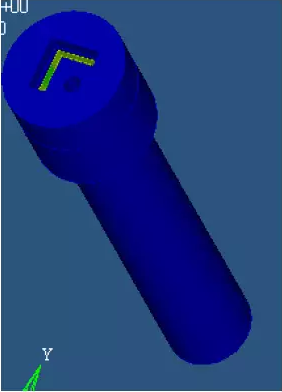
图2CAE模型
为了增加模拟结果数据的可比性,两种设计方案均采用统一数值进行仿真模拟分析。
3、模具设计方案确定 在设计两种模具结构方案时,为了更加突出方案的可比性,除了上述采用统一的模拟数据模拟分析外,其两种设计方案中的模具结构大致相同。在设计时两种方案时,其两者的凹模结构与凹模定径带长度均不变;而在设计凸模时,也采用相同模式,两者凸模的分流孔布局,分流桥的布置以及定径带长度均为不变,只考虑凸模进料口以及进料口处分流桥桥位的衔接方式的变化。这使工程师在建三维模型时,减少了工作量,同时也使三维模型更为模块化,减少了建模时间;同时在网格的划分的时候网格的质量的得以提高。有利于工程师针对此类通过修模的方法,对旧有模具模具进行修改,提高模具寿命,避免了重新制造模具的麻烦,节约大量生产成本。
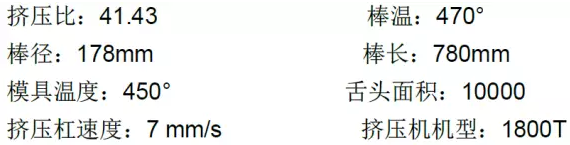
图3模具设计方案一凸模剖视图
(1)模具设计方案1: 因型材为方管型型材,工程师设计一般设计理念都是将分流孔平均分布于型材舌头的四周,与其衔接的分流桥以45°成X型均匀分布于模具的舌头四周,支撑凸模的舌头;其单个分流孔总体面积就达到2503,并向外宽展一定距离。工程师在设计时为了提高凸模在热处理后的硬度,特意在凸模舌头重新处增设有一定深度的热处理孔。其实此设计为最原始的设计方案也是工程师设计模具最为简单最为原始的方案,其设计方案也过于保守。在设计此方案时工程师也深知此方案弊端,以及在实际生产中的模具所凸显的问题。模具设计方案二也将以此为原型,通过改变凸模进料口处的结构,达到预想效果。那种方案才能使模具达到预想效果,突破技术瓶颈也是我们本文所要讨论的。
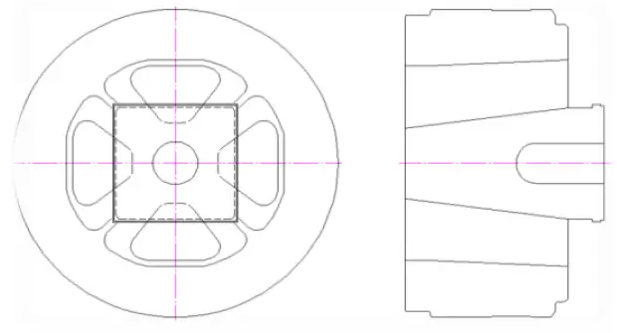
图4模具设计方案二凸模剖视图
(2)模具设计方案2: 设计方案二,其凸模模具结构与方案一的分流孔,桥位布局与方位一致。区别在于在凸模入料口处舌头中心位置,以圆弧过渡,并沉入相对较少的深度,再以斜拉式桥位相连接凸模入料口处舌头中心位置沉入部分。 4、H13钢高温拉伸实验 (1)实验设备 为了日后仿真工作,有可靠的实际数据做依据,我司特意针对我司使用的H13钢进行高温拉伸实验。H13钢高温拉伸实验采用GLEEBLE1500热模拟实验机,对H13钢在530℃、550℃和580℃三个温度进行拉伸实验,拉伸速度为0.001mm/s,高温拉伸设备如图5所示:
图5GLEEBLE1500热模拟试验机
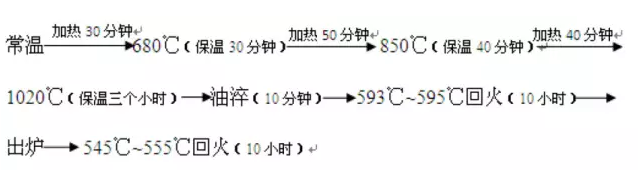
(2)H13钢热处理工艺为:
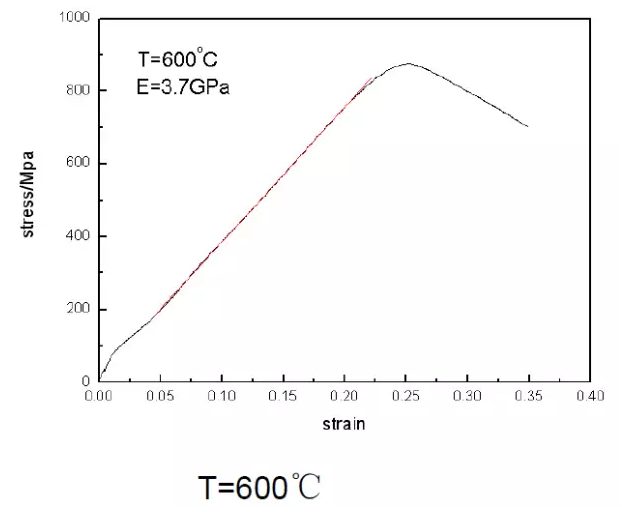
(3)H13钢高温拉伸实验数据 实验H13钢在600℃时所需要的拉伸力27234N。从图6应力-应变曲线图可以看出,H13钢在600℃时的抗拉强度最大为850Mpa,H13钢在高温拉伸时没有明显屈服点。从拉伸力和应力-应变曲线可看出,随着温度的升高,模具在高温的拉伸力和最大抗拉强度都会降低。在实际过程中,为了H13钢不同温度应力-应变曲线图如图6所示;
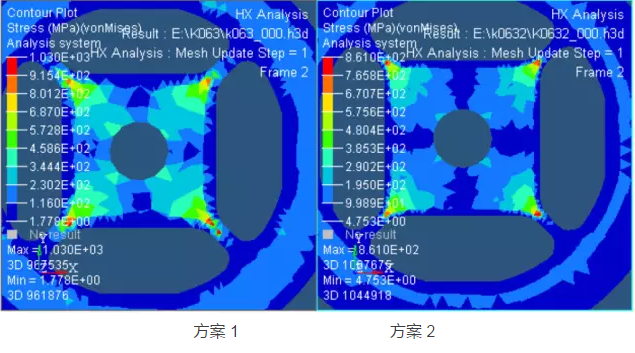
图6H13钢不同温度应力-应变曲线 5、仿真分析结果 (1)模具应力分析 模具的寿命的长短大部分取决于其凸模应力的高低,图7是仿真分析两种设计方案的凸模应力分布图。仿真分析结果显示,不管是哪一种模具结构设计方案,其模具应力受力点平均分布于桥位与舌头的链接处。
图7凸模应力分布比较图
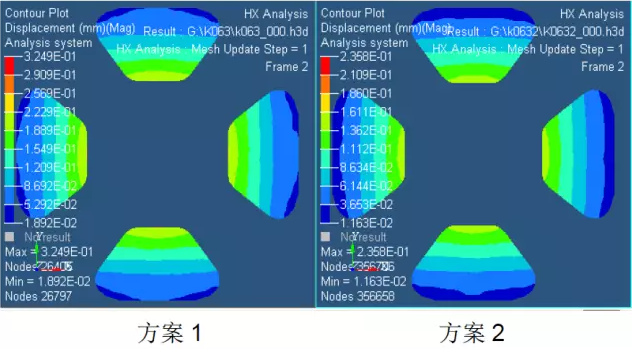
两种模具设计方案中,方案1)的凸模应力最大,最大应力达到1030MPa;相对模具设计方案2,由于设计方案采取了在凸模入料口处舌头中心位置形成圆弧作缓冲,其桥位沉入一定的深度并以斜拉式桥位与其相连接。正因为采用了独特的缓冲减压方式的方案二其应力为861MPa,得到了较大的降幅。如图7所示。仿真模拟数据表明方案一凸模所受应力超过其屈服强度,在实际使用过程中,直接失效。 从模具结构仿真分析可以看出,在模具结构总体相同的情况下,只有通过一系列的降低模具压力手段,才能减轻模具中凸模的应力,从而提高模具寿命。方管的模型分析给了我们一些启示,对于对称性较强的铝型材挤压模具,模具结构中分流孔布局与桥位的放置在不变的情况下,可采取一系列减压的措施,可以有效降低凸模所受应力,提高模具的整体寿命。 (2)模具变形分析 模具变形直接影响型材成型,影响型材在实际生产中型位尺寸变化,直接影响产品的质量。图8是分析两种设计方案得到的凸模Z轴(纵向)方向变形分布图。对于此种方管型型材设计的模具仿真模拟变形结果,我们主要看凸模Z轴(纵向)方向的变形量数据结果。从模拟结果数据可以知道方案一Z轴方向变形量最大,达到0.34mm;而方案二Z轴方向变形量为0.235mm。 图8凸模Z轴(纵向)方向变形比较图
由此可判断,在设计方案2中由于采取减压措施比设计方案1没有减压措施Z轴(纵向)方向的变形量要少。 (3)型材流速分析 型材流速越均匀,在实际生产中模具稳定性才进一步得以体现,型材质量越好。图9是分析得到的型材流速分布图。如表1流速极限值比较表所示,可以进一步了解,两种设计方案中,那种变形量较大。
图9型材流速分布图
表1型材流速极限值比较
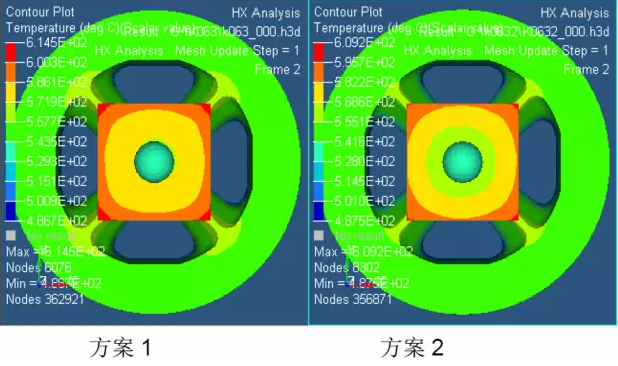
流速均方差数值越小,表明型材流速越均匀。从模拟数值中知道方案一,最大流速值与最小流速值差异巨大,因此型材在实际生产中其成型率也会较低。反观从型材流速均匀性的角度来看,采用了减压措施设计方案二流速流速比较均,有利于提高型材的成型率。 (4)模具温度分析 图10是分析得到的凸模温度分布图。其模具温度的高低对型材表面质量有一定的影响。表2为温度极限值比较表。
图10凸模温度分布图
表2模具温度极限值比较
结果显示,两种设计方案的模具温度升高和分布情况基本一致。模具设计方案一,凸模最高温度为614℃;模具设计方案二,凸模最高温度为609℃。 6、结论
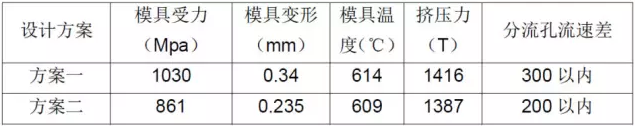
表3综合统计分析表
从方管模型的综合分析结果得出结论如下: (1)方管型材,采取减压措施能有效降低模具所受应力。 (2)在凸模入料口处舌头中心位置形成圆弧作缓冲,其桥位沉入一定的深度并以斜拉式桥位与其相连接。这一方案有效缓冲了模具所受压力。综合模具强度、模具变形和型材流速的结果来看,方案2在挤压时效果会最好。
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明
|

如有CAE业务的需要请联系电话:13723451508,咨询QQ:215370757
本文出自深圳有限元科技有限公司cae软件专业网站:http://www.feaworks.org 转载请注明
| CAE常用软件都有哪些?一文为你搜集全 | Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 |
| Altair 技术大会 | 杜克大学教授陈怡然博士8月12日线上开 | CAE工程师必学:断裂力学的一些知识点 |
| CAE工程师必学:断裂力学的一些知识点 | 你知道屈服强度到底是怎么一回事吗? |

 Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司
Copyright 2007-2017 All rights reserved feaworks 粤ICP备17088788 深圳市元王科技有限公司